
Can You Spot Weld Copper? My Personal Experience and Practical Guide
When I first started working with metals, I thought spot welding was simple. You just press two pieces together and use a machine to make them stick. For steel, it usually is that easy. But when I tried to spot weld copper, things got much more complicated. If you’re wondering whether you can spot weld copper, and how to do it right, let me share what I’ve learned from many hours (and mistakes) in my workshop.
What Makes Spot Welding Copper So Difficult?
Copper is everywhere—wires, pipes, and even the little contacts inside your electronics. But when I tried to spot weld copper sheets, I learned pretty fast that copper is not like steel.
The main reason is copper’s high thermal conductivity. That means copper spreads heat very quickly. When you press two copper sheets together and hit them with a spot welder, the heat rushes away from the weld area. Most of the time, the joint never gets hot enough to melt and fuse the metal together. It’s like trying to boil a big pot of water with a tiny candle—the heat just vanishes.
Another thing I found is that copper’s melting point is higher than many metals (1085°C, or 1985°F). So you need more energy in one spot, and you have to get it there fast, before the heat disappears.
Can You Actually Spot Weld Copper?
The short answer is yes, you can—but it’s not easy. You need special tools, careful setup, and a bit of patience. If you use the same machine and settings as you do for steel, it just won’t work. The copper pieces won’t stick together, or the weld will be so weak you can pull them apart with your hands.
I remember my first attempt. I pressed the copper sheets, hit the pedal, and nothing happened except a little discoloration. That’s when I realized I needed to learn more about the process and the right equipment.
What Equipment Do You Need?
If you want to spot weld copper successfully, you need the right gear. Here’s what I’ve used and learned works best:
- High-power spot welder: Look for a machine that can deliver much more current than a standard welder for steel. You often need 3–5 times the amperage.
- Special electrodes: Regular copper electrodes melt or wear out fast. I use tungsten-copper electrodes because they can handle the heat and last longer.
- Clean copper surfaces: Even a tiny bit of dirt, oil, or oxide stops the weld. I always clean the copper with a wire brush or sandpaper before welding.
- Accurate pressure control: Too much pressure and you squish the copper out; too little and you don’t get good contact.
Here’s a simple comparison to help you see why copper needs more from your equipment:
| Metal | Thermal Conductivity (W/m·K) | Amperage Needed (A) |
|---|---|---|
| Steel | ~50 | 5,000–7,000 |
| Copper | ~400 | 15,000–20,000 |
When I first tried welding copper with a regular spot welder (7,000 amps), it just didn’t work. But when I switched to a high-power machine (16,000 amps), the results were much better.
Step-by-step: How I Spot Weld Copper
If you want to try spot welding copper yourself, here’s the step-by-step process I use. I’ve learned these steps the hard way, so I hope they save you time and frustration.
1. Prepare Your Copper
Cleanliness is everything. I cut my copper sheets to size, then scrub both sides with a stainless steel wire brush. If there’s any green or black oxide, I use fine sandpaper until the surface is shiny.
2. Set Up The Welder
I make sure my spot welder is set to the highest current possible. For thin copper (like 0. 5 mm), I use around 15,000 amps. Thicker copper needs even more. I also check that the cooling system for the electrodes is working, because copper heats up fast.
3. Choose The Right Electrodes
I use tungsten-copper electrodes. They last longer and don’t stick to the copper as much. If you use pure copper electrodes, they’ll melt and leave a mess on your work.
4. Position And Clamp The Copper
I stack the sheets with perfect alignment and clamp them tightly between the electrodes. Any gap means the weld won’t hold.
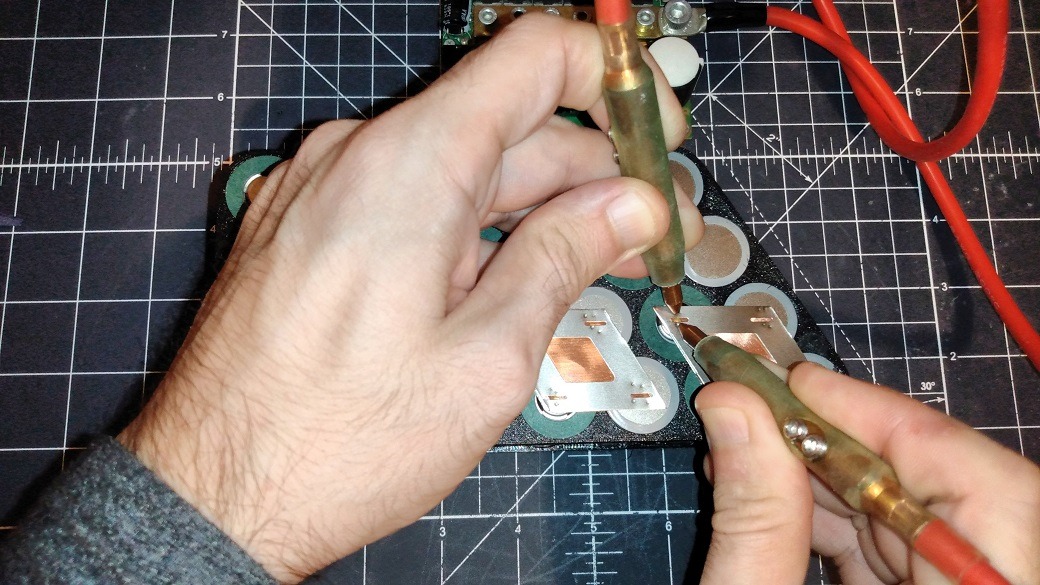
5. Apply Pressure And Weld
I press the foot pedal and hold for about 1–2 seconds. If I hold too long, the copper overheats and warps. Too short, and the weld is weak.
6. Inspect And Test
After the weld, I let the joint cool for a few seconds. Then I try to pry the sheets apart. If they stay together, I know the weld worked. If not, I check my settings and try again.

Common Problems (and How I Fixed Them)
When you spot weld copper, you run into problems that don’t happen with steel or aluminum. Here are some of the issues I’ve faced:
Weak Welds
The most common problem is a weak weld. The copper looks welded, but you can pull it apart with your hands. The cause is usually not enough current or poor contact. I solved this by raising the amperage and making sure the surfaces were spotless.
Electrode Sticking
Sometimes, the electrode sticks to the copper and pulls a chunk off when you lift it. This happens when the electrode gets too hot, or the copper is dirty. I switched to water-cooled electrodes and cleaned the copper better. This problem almost vanished.
Burn-through And Warping
Too much current or time, and the copper melts right through or warps. I had to experiment with the timing—short bursts of high current worked best. If your spot welder has a timer, start low and increase until you get a solid weld.
Here’s how the different metals I’ve welded compare:
| Metal | Weld Strength (Same Settings) | Common Issues |
|---|---|---|
| Steel | Strong | Rare sticking |
| Aluminum | Moderate | Oxidation |
| Copper | Weak/None | Heat loss, sticking, warping |
When Is Spot Welding Copper A Good Idea?
Even with the right equipment, spot welding copper is not always the best choice. I’ve found it works best for:
- Thin copper sheets (less than 1 mm thick)
- Electrical contacts and battery tabs (like in battery packs)
- Joining copper to copper (not copper to steel or aluminum)
If you need to weld thick copper bars or pipes, spot welding is almost impossible with most machines. In those cases, I use other methods like brazing or TIG welding.
Alternatives To Spot Welding Copper
Sometimes, spot welding just doesn’t cut it. Here are other methods I use when spot welding fails:
- Brazing: This uses a filler metal and a torch. It’s great for thick copper and gives a strong joint.
- Soldering: For electronics and small wires. The bond isn’t as strong as a weld, but it works for low-stress jobs.
- TIG welding: More expensive and needs skill, but perfect for thick copper parts.
- Mechanical fasteners: For big copper bus bars, I sometimes just drill and bolt them together.
Here’s a quick comparison of the methods:
| Method | Best For | Strength | Cost |
|---|---|---|---|
| Spot Welding | Thin sheets, battery tabs | High (if done right) | Medium |
| Brazing | Thick parts, pipes | Very High | Low-Medium |
| Soldering | Wires, electronics | Low | Low |
| TIG Welding | Thick sheets, bars | Very High | High |
Non-obvious Tips I’ve Learned
There are a few things I wish someone had told me before I started:
- Use a chiller for your electrodes. Even if your machine says it’s water-cooled, add a small chiller. Hot electrodes ruin welds.
- Stack your sheets with zero gap. Even a hairline gap kills the weld. I tap the stack with a hammer before clamping.
- Don’t trust your first weld. Always test by prying the parts apart. Some welds look perfect but are weak inside.

Safety When Spot Welding Copper
Welding copper makes a lot of heat—fast. I always wear leather gloves and safety glasses. I also keep water handy for cooling. Copper can stay hot longer than you think.
One thing beginners miss: ventilation. Cleaning copper can release fine dust, and spot welding can make fumes. I use a small fan to keep air moving in my workshop.
When Should You Avoid Spot Welding Copper?
If you only have a regular spot welder (for steel), or if you want to weld thick copper, it’s better to use another method. Spot welding is great for small, thin parts—like battery tabs or thin bus bars. For big projects, you’ll waste time and probably damage your machine.
Also, avoid spot welding copper to dissimilar metals (like steel or aluminum). The joint is almost always weak, and corrosion can be a problem.
Real-world Uses For Spot Welded Copper
I’ve used spot welded copper in a few projects that worked well:
- Building battery packs for power tools and e-bikes
- Making bus bars for small electrical panels
- Repairing copper contacts in old switches
In these cases, the joints were small and thin, and I had the right equipment. For anything bigger, I moved to brazing or TIG welding.
Where I Learned More
If you want deeper technical details, I found the Wikipedia page on spot welding helpful. It explains the science and shows why copper is so tough to weld.
Frequently Asked Questions
Can You Spot Weld Copper With A Regular Spot Welder?
No, regular spot welders made for steel don’t have enough power. Copper needs much more current because it spreads heat so fast. You’ll need a special high-power welder.
What Is The Best Electrode Material For Spot Welding Copper?
Tungsten-copper electrodes work best. They handle the heat and don’t wear out as fast as pure copper. Water cooling is also a must.
Is Spot Welding Copper Safe?
Yes, if you use good safety gear and keep your workspace ventilated. The main risk is burns from hot metal and electrodes.
Can You Spot Weld Copper To Aluminum Or Steel?
It’s possible but not recommended. The joint is usually weak, and the metals can react, causing corrosion. For strong, long-lasting joints, use brazing or mechanical fasteners.
What Thickness Of Copper Can Be Spot Welded?
Spot welding works best for thin copper sheets—less than 1 mm (about 0. 04 inches). Thicker copper needs much more power and is very difficult to weld.
I hope my experience helps you decide if spot welding copper is right for your project. With the right equipment, careful preparation, and a bit of patience, you can get good results. But don’t be afraid to try other methods if spot welding doesn’t work out.
Copper can be tricky, but with the right approach, you’ll get solid, reliable joints for your electrical or mechanical projects.
As an Amazon Associate, We earn from qualifying purchases